Zariadenia a metódy výroby
| Metóda | Pílenie | Pílenie | Strihanie | Upichovanie |
|---|---|---|---|---|
| Rozsah | Metóda 1 | Metóda 2 | Metóda 3 | Metóda 4 |
| Vonkajší priemer | 12 – 102 mm | 10 – 81mm | 15 – 152 mm | 20 – 90 mm |
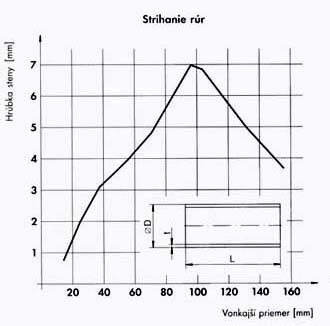
| Hrúbka steny | 1 – 3 mm | 0,5 – 6 mm | max. 7 % D | 0,7 – 12 mm |
| Dĺžky rúr | 25 – 4500 mm | 15 – 340 mm | 25 – 780 mm | 150 – 2000 mm |
| Tolerancie dĺžky | ± 0,25 mm | ± 0,025 mm | ± 0,25 mm | ± 0,11 – ± 0,19 mm |
| Stabilita výrobného procesu | CpK > 1,67 | CpK > 1,67 | ||
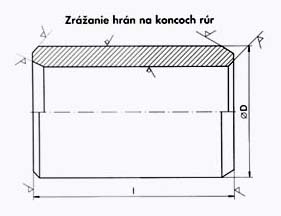
| Konce rúr | Kefovanie koncov pri L = 100 – 4500 mm | Odhraňovanie koncov rúr | Odhraňovanie koncov rúr | Odhraňovanie koncov rúr |
| D = 10 – 81 mm L = 15 – 340 mm 5° – 85° (min. d = 12 mm) | D = 15 – 70 mm L = 30 – 690 mm | D = 20 – 90 mm L = 150 – 2000 mm 5° – 85° (min. d = 18 mm) | ||
| Ochrana povrchu | Pranie a kefovanie pri L = 100 – 3000 mm | Bez ochrany alebo olejované | Bez ochrany alebo olejované | Bez ochrany alebo olejované |